

 Все ножи
Все ножи  Новинки
Новинки  Туристические ножи
Туристические ножи  Ножи с фиксированным клинком
Ножи с фиксированным клинком  Складные ножи
Складные ножи  Кухонные ножи
Кухонные ножи  Охотничьи и рыбацкие ножи
Охотничьи и рыбацкие ножи  Амуниция охотника
Амуниция охотника  Боевые и тактические ножи
Боевые и тактические ножи  Топоры, Мачете, Кукри
Топоры, Мачете, Кукри  Ножи народов мира
Ножи народов мира  Ножи ручной работы
Ножи ручной работы  Кортики
Кортики  Подарочная упаковка
Подарочная упаковка  Подарочные наборы и фляжки
Подарочные наборы и фляжки  Комплектующие для ножей
Комплектующие для ножей Спуски на ноже являются одним из наиболее важных элементов клинка, от особенностей и качества изготовления которых, зависят эксплуатационные характеристики изделия и его функциональные возможности. Спуски ножа выполняются с учётом предполагаемой сферы применения конкретной модели и могут быть как применимы для широкого спектра задач, так и подходить для некоторых узкоспециализированных задач.
Основные формы и характеристики спусков

Спуски на ноже – это конструктивный элемент клинка, формируемый на стадии слесарной обработки заготовки. О подробном строении клинка мы писали в одной из предыдущих статей. Спусками называются плоскости, направленные от обуха к режущей кромке, которые предназначены для равномерного уменьшения толщины пластины, что необходимо для самой возможности последующей заточки и использования ножа по назначению.
В зависимости от особенностей выполнения, спуски на ножах можно условно разделить на несколько типов. Каждый из них обладает определённым набором функциональных возможностей и ограничений, а потому их лучше рассмотреть отдельно.
Плоские спуски

Плоские или прямые спуски – это один из наиболее распространённых вариантов, который можно встретить как на ножах с фиксированным клинком, так и на складных моделях. В зависимости от задач и концептуального видения мастера, спуски могут быть выполнены на разном расстоянии от режущей кромки. По этому признаку можно выделить несколько обособленных подгрупп:
- Спуски от обуха – наиболее универсальный с точки зрения вариативности использования ножа вариант спусков. Такой нож будет хорошо резать и строгать, а его прочности будет вполне достаточно для сопротивления боковым нагрузкам, возникающим при работе «по суставам» во время разделки туши животного.
- Высокие спуски – здесь речь идёт о вариантах, которые начинаются достаточно высоко, но на некотором расстоянии от обуха. Такие спуски могут быть выполнены от 3/4, 2/3 или половины ширины клинка. Здесь работает правило – чем выше спуски, тем лучше будет рез, чем ниже – тем больше механическая прочность.
- Скандинавские спуски – особая разновидность клинков, которые могут начинаться на разной высоте, но в большинстве случаев это первая треть ширины со стороны кромки. Кроме того, особенность таких спусков заключается в том, что их схождение и формирует режущую кромку. Скандинавские спуски отлично показывают себя при работе с древесиной, но подходят и для других задач.
- Стамесочные спуски – речь идёт о плоском спуске, который формируется только с одной стороны плоскости клинка. Каких-то практических преимуществ такой вариант клинка вряд ли предполагает, однако добавляет изделию оригинальность и самобытный внешний вид.
Вогнутая линза

Спуски, представляющие собой в сечении вогнутую линзу, часто встречаются на охотничьих и разделочных ножах. Такой вариант обычно выполняется примерно от середины ширины клинка. Благодаря характерной форме спусков, ножи с вогнутой линзой отлично вспарывают шкуру и разделяют мягкие ткани, что и требуется при разделке туши. Также такой нож и достаточно устойчив к боковым нагрузкам. А вот при нарезке продуктов и строгании вогнутая линза несколько уступает плоским спускам.
Выпуклая линза

Спуски в форме выпуклой линзы формируются на клинке при помощи специального модуля на шлифовальном станке и часто встречаются на ножах, предназначенных для походов и «бушкрафта». Благодаря особой форме спуска, линза как бы раздвигает разрезаемый материал, что облегчает прохождение клинка, при повышении контроля реза. Такие ножи достаточно универсальны, но больше востребованы именно в качестве походного помощника.
В качестве дополнения следует упомянуть ножи национального типа, на которых с одной стороны пластины клинка выполняется выпуклая линза, а вторая полностью плоская. Такая форма оригинальна и широко востребована среди охотников, путешественников и просто любителей ножей.
Изготовление спусков вручную
Если возникло желание изготовить нож своими руками, то важно принять во внимание, что изготовление спусков ножа вручную – дело достаточно трудозатратное и требующее времени. Однако при должном терпении задача вполне выполнимая. Первым и наиболее очевидным способом ручного изготовления спуска на пластине под будущий нож является её простая заточка. То есть нужно взять заготовку и характерными затачивающими движениями на грубом абразивном камне снять лишний металл с обеих сторон пластины. В результате работы получится что-то вроде выпуклой линзы, а потому резать такой нож вполне способен.
Второй вариант ручного изготовления спусков – это изготовление увеличенного в габаритах аналога системы для заточки ножей с фиксированным углом. Импровизированно такое приспособление может быть изготовлено из шпильки с приваренным к верхнему торцу кольцом, которая вкручивается в опору. По мере вкручивания высота кольца, относительно основы будет меняться, что требуется для равномерного снятия спуска. В кольцо вставляется продольная направляющая, к которой крепится напильник или грубый заточной камень. Заготовка под клинок также закрепляется на противоположной от шпильки стороне опоры. С помощью возвратно-поступательных движений и постепенного уменьшения высоты кольца шпильки, можно получить достаточно ровные плоские спуски.
Ещё один вариант ручного выполнения спусков – проковка заготовки. В этом случае происходит дополнительное уплотнение металла, что положительно сказывается на прочностных и режущих характеристиках ножа. Но и в данном случае хотя бы минимальная слесарная обработка спусков всё равно потребуется, не говоря о необходимости использования кузнечного оборудования.
Спуски с помощью ленточно-шлифовальной машины

Спуски с помощью ленточно-шлифовальной машины – это наиболее удобный и качественный вариант выполнения спусков на ноже, который используется как крупными производителями ножей, так и частными мастерами. Станок представляет собой систему роликов, которые нужны для удержания и приведения в движение «бесконечной» ленты. Проводящий ролик располагается на валу электродвигателя. Также такой станок предполагает наличие прижимной пластины и опорного столика.
При снятии спусков заготовка попеременно прижимается сторонами к опорной пластине под определённым углом, что позволяет формировать ровные плоские спуски. Если вместо прижимной пластины установлено контактное колесо, то спуски получаются в форме вогнутой линзы, а при наличии специального приспособления можно изготовить и выпуклую линзу.
Во время изготовления спусков на клинке часто используется специальное приспособление, которое позволяет закрепить заготовку и постепенно менять угол наклона по отношению к прижимной пластине. Этот вариант позволяет быстро освоить процесс и выйти на высокий уровень качества спусков, хотя использование приспособления не является обязательным и многие мастера обходятся без него.
Изготовление спусков на точильном станке
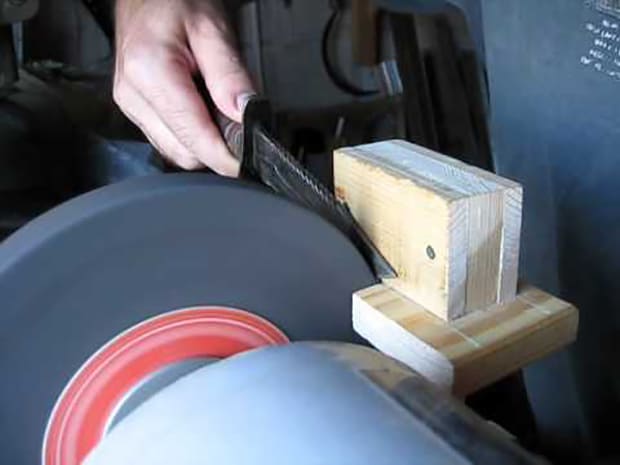
Изготовить спуски на ноже можно также и с помощью обычного точильного станка, который можно приобрести в магазине инструментов или сделать самостоятельно. В данном случае важно обратить внимание на то, что качество спусков будет зависеть от ровности поверхности установленного абразивного круга.
Перед работой круг лучше всего дополнительно выровнять, что снизит возможные биения, сделает съём металла более равномерным, а потому и спуски получатся более качественными. Также важно понимать, что характерная форма точильного круга позволяет изготавливать спуски в форме вогнутой линзы. Чем меньше диаметр камня, тем более выраженной получится и линзовидность. Для самостоятельного выполнения спусков на ноже пластина клинка поочерёдно прижимается сторонами к камню с постепенным смещением в горизонтальной плоскости.
При наличии понимания сути процесса и хороших слесарных навыков на точильном станке можно выполнять и плоские спуски достаточно высокого качества. Для этого клинок прижимается не в торцевой части круга, а к боковой, что и обеспечивает нужную форму спуска. При этом важно учитывать, что поверхность должна быть максимально ровной, а также нельзя прикладывать излишние усилия. Это может стать причиной разрушения круга, что в сочетании с высокой скоростью его вращения может стать причиной получения серьёзных травм.
Спуски на ноже с помощью болгарки

Ещё одним способом самостоятельного изготовления спусков на ноже является применения угло-шлифовальной машинки или болгарки. Для того чтобы снять лишний металл, нужно закрепить заготовку на верстаке с помощью струбцины. После этого на болгарку устанавливается лепестковый зачистной круг с грубой шкуркой и выполняется основной спуск. После этого ставится круг с наждачкой помельче и процедура повторяется. Цикл можно воспроизводить до требуемой чистоты поверхности и толщины сведения.
При снятии спусков ножа важно соблюдать базовые правила техники безопасности и использовать средства защиты органов слуха, зрения и дыхания. Кроме того, важно понимать, что в процессе съёма металла пластина будет нагреваться, а потому важно не допускать доведения клинка до температуры отпуска.
В зависимости от марки стали указанная температура будет отличаться, но в любом случае, при слесарной обработке клинка крайне важно вовремя охлаждать клинок. Особенно это актуально на завершающих этапах работы, когда толщина пластины в районе будущего подвода минимальна, а площадь контакта с лентой получается наибольшей.















